焊接特点:
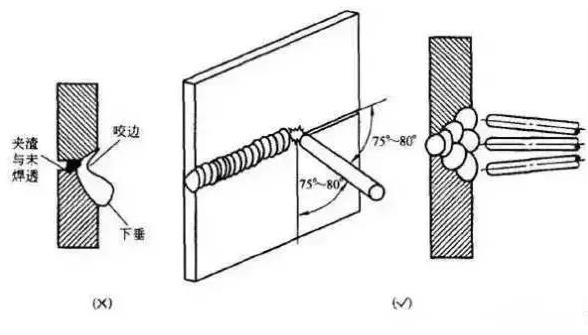
1.熔化金属因自重易下坠于坡口上,造成上侧产生咬边缺陷,下侧形成泪滴型焊瘤或未焊透缺陷。
2.熔化金属与熔渣易分离,略似立焊。
焊接要点:
1.对接横焊开坡口一般为V型或K型,板厚3~4mm的对接接头可用Ⅰ型坡口双面焊。
2.选用小直径焊条,焊接电流较平焊时小些,短弧操作,能较好的控制熔化金属流淌。
3.厚板焊接时,除打底焊缝外,宜采用多层多道焊。
4.多层多道焊时,要特别注意控制焊道间的重叠距离。每道叠焊,应在前一道焊缝的1/3处开始施焊,以防止产生凹凸不平。
5.根据具体情况,保持适当的焊条角度,焊接速度应稍块且均匀。
6.采用正确的运条方法。
(1)Ⅰ型对接横焊时,正面焊缝采用往复直线运条方法较好;稍厚件宜选用直线型或小斜环形运条,背面用直线型运条,焊接电流可适当加大。
(2)采用其他坡口对接横焊,间隙较小时,打底焊可采用直线运条;间隙较大时,打底层采用往复直线型运条,其他各层当多层焊时,可采用斜环形运条,多层多道焊时,应采用直线型运条。